
Every day Pall is helping the food and beverage industry protect critical operating assets, improve product quality and support initiatives that protect the environment. For the last 75 years, we've been solving some of the most complex challenges, making us a leader in filtration, separation, and purification in the food and beverage industry. The best way to demonstrate our commitment to the industry is by sharing success stories from our customers. Read on to discover a success story from the wine industry.
Current Wine Market Outlook
Future Market Insights projects that the global wine market will reach $2971 billion by 2033. Some of this can be attributed to a growing demand for premium or luxury wines. With a reputation for exclusivity, prestige, and superior quality, premium wines are produced traditionally or using artisanal methods.
Globally, high-quality wine production is influenced by consumer demand for organic and sustainable products. In addition to technological advancements that can improve wine quality to meet shifting consumer tastes and production efficiency, there are plenty of growth opportunities. Remaining competitive in this expanding market requires wineries to have successful process solutions that guarantee quality standards are upheld. Achieving a top-quality product can be supported through the utilization of effective filtration solutions. These solutions can eliminate impurities and contaminants, enhancing the overall quality and purity of the final product.
Wineries today consistently meet the demand for supplying top-quality wines using lenticular modules and membrane filter cartridges as the final filtration steps before bottling. With enclosed designs and their capability for adsorption, surface and depth filtration, filter sheet-based modules enable particle, colloidal haze and bacteria reduction to maximize the protection of downstream membrane filters while maintaining the highest possible wine quality.
Pall recommended SUPRAdisc™ II filter modules to facilitate better handling, increased process safety and higher total throughput by using a backflush procedure.
Interested to find out how it worked out? Take a look at the full story here.

Pall has updated their Oenoflow™ PRO XL System brochure, Pall’s Expertise at Your Fingertips, to reflect recent voice of customer that indicated that energy and water savings are very important to winemakers. Wineries with the new Oenoflow PRO XL system can realize an estimated savings in water and energy of 60% when compared to traditional Oenoflow systems.
Check back soon as Pall is also working on a new update to the Optimizer algorithm which will significantly enhance the performance of the Oenoflow PRO XL system.
For more information on filtration technologies designed for wineries visit https://www.pall.com/en/food-beverage/wine.html

The Oenoflow PRO XL System was built to help wineries achieve two important goals:
Reduce energy usage to support goals for net zero carbon emissions
Reduce water usage given considerable water shortages experienced in many regions
Data shows significant reductions in both energy and water usage of up to 60% with Oenoflow PRO XL when compared to traditional Oenoflow systems.
Equipped with Pall’s new Optimizer algorithm, this system automatically adjusts system settings in real time based on the wine’s individual physical and chemical characteristics.
Watch now to learn more about the following:
- The Oenoflow PRO System runs Pall’s new Optimizer algorithm and is connected to Pall servers via a secure connection.
- IOS and Android Oenoflow PRO apps are available and will connect to the customer’s Oenoflow PRO system(s).
- Browser-based dashboard for desktop access
- New HMI (Human Machine Interface) for simplified operation and consistency with Oenoflow PRO app and dashboard appearance

Experience Pall's new virtual winery to view our leading crossflow and other filtration solutions in a more realistic environment today.

Explore Pall’s solution to reduce risk of product contamination, losses and recalls. The Palltronic® Compact Touch integrity test device is fully portable, powered by battery or mains electricity, with a color touchscreen and multiple language options, making the integrity test process easier. With new auto purge and auto stabilization functions, together with the auto test function, the Palltronic Compact Touch integrity test device reduces total preparation and test time, whilst optimizing test security, decreasing the risk of false results.
Get your copy of Pall Corporation’s technical datasheet on Palltronic® Compact Touch integrity test device here: https://bit.ly/3TfBYRe and the full range of Supor® Beverage final filter products here: https://bit.ly/3eD655S.

Overview
Classical sheet filtration and stacked disc methods of filtration continues to be well represented in the wine industry. Wineries today consistently meet the demand for supplying top quality wines using lenticular modules and membrane filter cartridges as the final filtration steps prior to bottling. With enclosed designs and their capability for adsorption, surface and depth filtration, filter sheet-based modules enable particle, colloidal haze and bacteria reduction to maximize protection of downstream membrane filters while maintaining the highest possible wine quality.
The Challenge
A large producer of premium bottled wines was using classical stacked disc modules as a prefilter for the final membrane cartridge filters in the bottling lines. The winery was observing problems with handling their classical stacked disc modules such as discs falling apart during dismantling from the housing and module deformation during use. Additionally, the customer was unhappy with the limited total throughputs and service life. As a result, the customer decided to use SUPRAdisc II modules to improve his process.
The Solution
Pall Corporation recommended testing SUPRAdisc II filter modules to facilitate better handling, increased process safety and higher total throughput by using a backflush procedure. Four 12” SUPRAdisc II depth filter modules, type SUPRAdisc II SD200X900C232SPW, were installed in the filtration line for prefiltration of wines. As with the legacy modules, the SUPRAdisc II filters were used in process until they achieved a differential pressure of 3.0 bar. With the existing modules, once this differential pressure was achieved, the modules were typically clogged and could not be regenerated. However, with the SUPRAdisc II modules, after the filtration run, the modules were backflushed with cold water and forward rinsed with hot water (about 60-65 °C (140-149 °F)) for regeneration which proved successful. Upon restart of the filtration, the customer achieved an initial differential pressure of only 0.3 bar so they could continue on with filtration. As a result of these trials, the winery standardized on SUPRAdisc II Modules, implemented backflush to regenerate the modules in the process, and is now able to achieve up to 40% higher total throughput which significantly reduces OPEX.
The Benefits
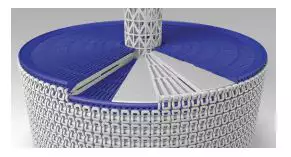
- The classical stacked disc module represents the earliest lenticular module design with performance disadvantages like modules deformation and inability to withstand reverse pressure or backflushing.
- With a dual plate or inside/outside separator design as shown at left, SUPRAdisc II modules are a significant improvement on the stacked disc design and can be used as an advancement in classical stacked disc and sheet filtration applications.
- In summary, SUPRAdisc II modules meet customer requirements for improved capacity and process safety. The innovative design characteristics based on the inside/outside separator technology are the key to unique filtration performance, easy handling, higher process safety and the possibility to use backflush procedures to improve total throughput.
SUPRAdisc II depth filter modules provide:
- Lower filtration cost per liter
- Increased total throughput
- Feasibility to use backflush for regeneration
- Easier and faster modules changeouts than conventional stacked disc modules
The Oenoflow™ PRO XL system is Pall’s latest development in wine filtration technology. This new system includes the Oenoflow PRO Optimizer algorithm, which adjusts system settings in real time, enabling wineries to attain the most efficient filtration results for every batch. Download your copy now, "Oenoflow PRO XL System Demonstrates Significant OPEX Savings at Wineries" and learn how you can save up to 10% in OPEX too! https://go.pall.com/oenoflowprom5.html

Attention all winemakers! As a wine industry professional, your experience outside filtration is also very important to us. Please take a few minutes to complete the survey linked below and share your comments on how and where you currently test for contamination in your winery. We will use this information to improve Pall's products so that we can better serve you in the future.
You’ve heard of the IoT but what is it? How can it impact your winery and filtration process?
Let’s imagine the following scenario: On Friday your operator filtered a 2018 Merlot. On Monday, another operator is on shift and filters the same type of Merlot but the output is significantly lower. You notice the difference but cannot explain why. Is the machine chemically cleaned before the weekend? Did the cleaning work correctly? Did the operators use the same machine settings? Is there something wrong with the machine? You quickly realize that this is not the most efficient way to ensure a successful filtration season.
To improve this very reactive state, you ask each operator to log his/her activities manually. This is a process improvement, but the written data is subjective and open to interpretation. Many wineries exist in a current state where obtaining and understanding data is complicated; the data itself is subjective based on the person collecting it. You’re left trying to find useful insights from the data and more than likely still cannot determine the root cause of the inefficiencies – is it the operator or is it sub-par machine performance?
In general, gathering data on operational and machine performance is an obstacle for many wineries because:
- There is no guarantee of accurate or consistent data collection performed by humans.
- Resources (person or equipment) are required to monitor data such as:
- Water flow rate after cleaning
- Wine filtration flow rate
- Run time
- Data is archived after it is collected.
- Expertise is required to analyze for trends and determine optimal settings.
Here is where the Internet of Things (IoT) and smart machines come into play. IoT refers to a network of devices and sensors that capture and communicate data with one another. The sensors in the system enable the collection of data, for example, flow rate, temperature, uptime/downtime – or the tracking of volumes like water, wine and chemicals
Through the collection of this data, wineries can identify key problems and root cause(s) with their wine filtration process – not only for one specific machine, but even all machines at sites across the globe.
Identifying problems faster enables corrective actions to be taken more quickly as well, helping to ensure a more effective and consistent outcome. Now you don’t have to ask each operator to manually record flow rates or when they cleaned – everything is collected and stored by the filtration system and accessible in the cloud.
For example, in the past, an operator may have initiated operation at a flow rate that’s way too fast for the specific wine being filtered. The operator believes that the high instantaneous flow rate is efficient, but does not realize that running too fast can foul the membranes more quickly resulting in the need to stop and clean more frequently. On top of the time lost, you suffer unnecessary wine loss from the hold up in the system before each cleaning. You’re filtering less and have more downtime, this equates to loss of time and revenue.
By leveraging IoT with a wine filtration system that is connected to the cloud, you no longer have performance variances in data collection between operators; the system collects the data for you. This enables process visibility that can help detect problems, expedite emergency service and better predict requirements for routine maintenance. Furthermore, some more advanced “smarter” machines will even automatically adjust settings to improve machine performance and overall operation efficiency. Pall Food & Beverage has seen customers optimize production on their system three-fold leveraging one such machine, enabling significant operating cost reductions.
Having a machine that optimizes itself based on data also helps winemakers who have analysis paralysis, as collecting the right data for interpretation can quickly become overwhelming.
Gone are the days of manual data collection and guesstimates. With connectivity to the cloud and smart machines, IoT is changing the overall landscape of business. Now winemakers have access to a plethora of data at their fingertips, that can help improve their businesses and bottom line.
Author: Ian Rickard, Market Manager – Wine for Pall F&B